Листогиб MetalMaster LBM 250 серии EuroMaster спроектирован для строителей, изготавливающих доборные элементы кровли и фасада, элементы вентиляционных систем, оконные отливы и откосы, водосточные системы.

Листогиб MetalMaster LBM 250 серии EuroMaster спроектирован для строителей, изготавливающих доборные элементы кровли и фасада, элементы вентиляционных систем, оконные отливы и откосы, водосточные системы.
В данной статье мы расскажем Вам, как можно использовать возможности листогиба MetalMaster LBM 250 для изготовления стандартной коробки. И покажем, почему для этих целей совсем не обязательно приобретать сегментный гибочный станок для листового металла. Будет достаточно использовать возможности станка LBM 250 и творчески подойти к выполнению задачи
Пример изготовления коробки
Итак, Вам необходимо изготовить коробку с бортиками в 5 см.
1. Разметка заготовки
Берем лист тонкого металла размером 50 х 50 см.
Изготовление коробки на листогибе начинается с разметки листового металла. Листовой металл кладем на стол или другую ровную поверхность. И с помощью метра и карандаша рисуем контур будущего изделия. Делаем разметки, как показано на рисунке 1, на каждом углу листа. Отмеряем по 5 см с каждой стороны. Соединяем метки и получается чертеж.
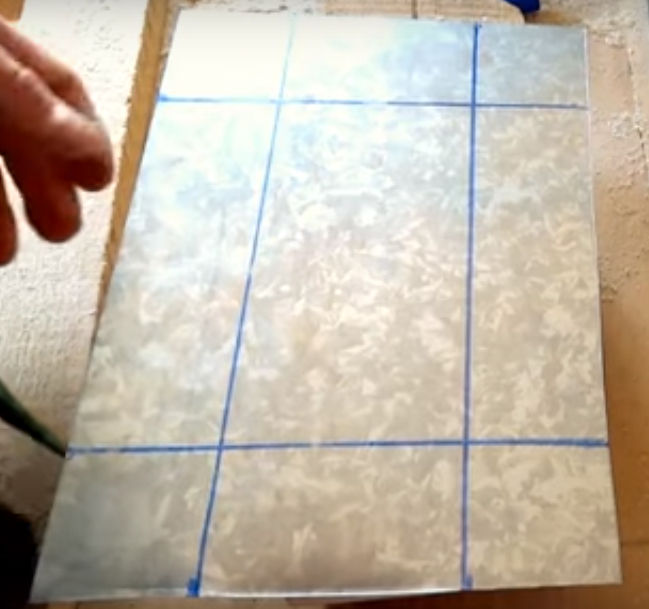
Рисунок 1. Разметка будущей заготовки
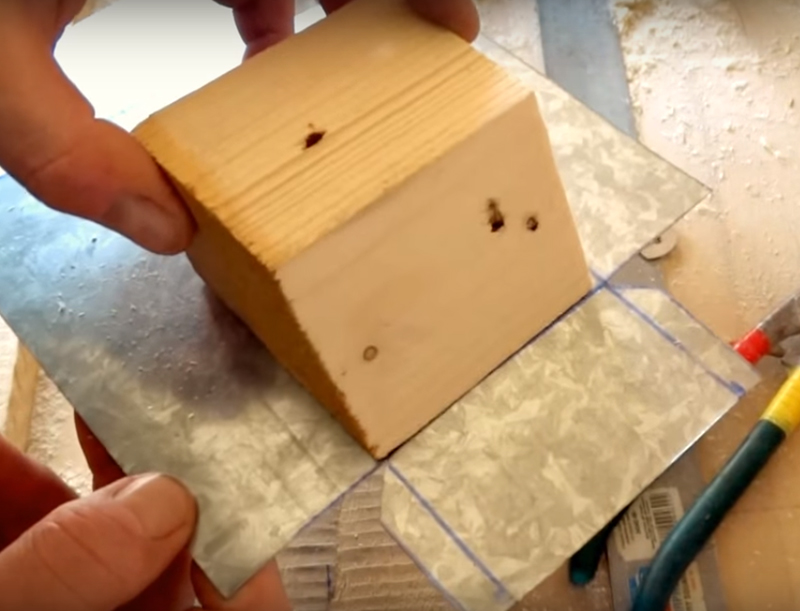
Можно сделать небольшие оси в углах листа, если будет «нахлест» или в том случае, если уголки нужно сварить (рисунок 2).

Рисунок 2. Разметка углов
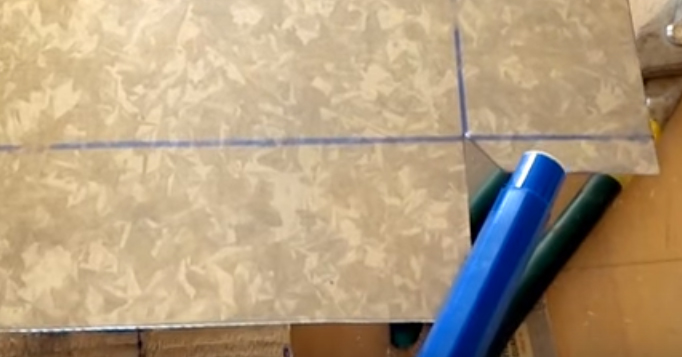
Отмеряем ту часть, которая будет загибаться, а ту, которая вырезается, закрашиваем (рисунок 3), чтобы не запутаться.

Рисунок 3. Последний этап разметки
2. Вырезаем заготовку
Теперь происходит рез листа. Если наша коробка небольшая, то удобнее вырезать уголки ножницами по металлу. При изготовлении коробки большого размера, для раскроя материала надежнее использовать роликовый нож на самом листогибе
Вырезаем точно по контуру размеченные углы так, чтобы потом в процессе сгибания заготовки, они полноценно приобретали форму коробки.
Если уголок вашей коробки вы планируете не варить, а загибать, то нужно сделать 2 элемента уголка, который показан на рисунке 5

Рисунок 4. Режем уголки
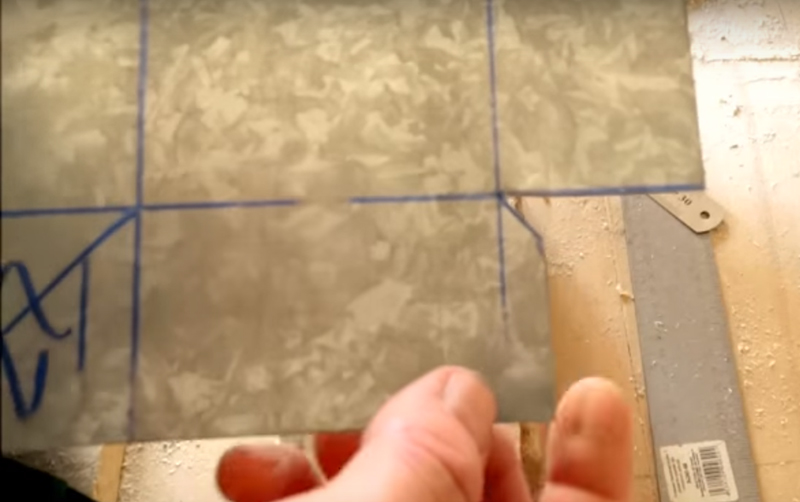
Рисунок 5. Вырезанный элемент для закрепления угла
В результате получаем заготовку нашей коробки, как показано на рисунке 6

Рисунок 6. Заготовка с вырезанными углами
3. Гибочные операции. Планирование и гиб
Заготовка располагается в листогибе, после чего осуществляем гиб по размеченной длинной стороне.
Таким образом мы загнем бортик на 50 мм и детали крепления углов коробки. На листогибе мы получим загиб 3 частей по одной стороне одновременно.
Дальше заготовка переворачивается и делается загиб второй длинной стороны. Опять же загибается вся сторона с вырезанными элементами.
Загибаемые элементы показаны на рисунках 7 и 8.

Дальше загибается сторона с меньшей длиной. Сразу возникает вопрос, как же делать гиб всех сторон одновременно?
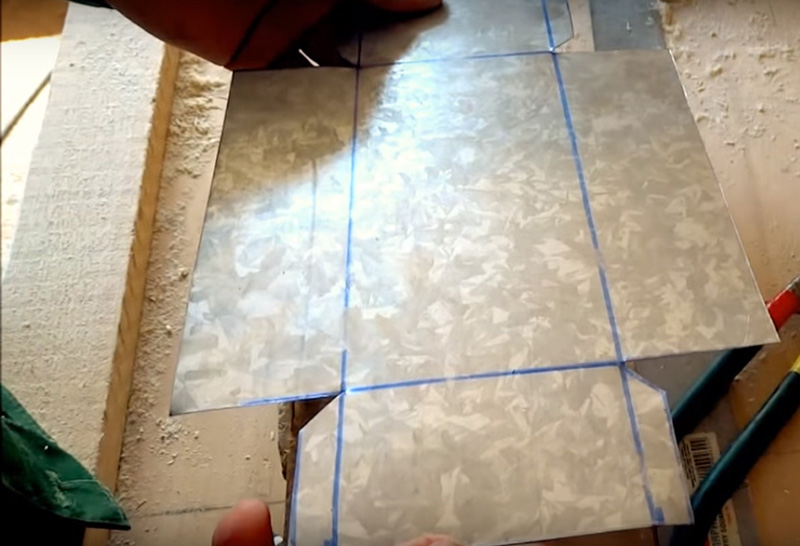
Рисунок 9. Сторона с меньшей длиной
Фиксатор высоты прижима траверсы позволит делать короба с кромками высотой до 9 см (максимальная высота раскрытия прижимной балки). Он способствует выдержке точной высоты бортов.
Если у Вас есть данная опция, то гиб такой коробки (50 на 50 см) получится и без разметки. Для этого нужно установить на нем высоту в 5 см.
Если вы делаете коробку на самодельном листогибе или на станке без фиксатора высоты, то велика вероятность кривого гиба.